С развитием высоких технологий людям требуются электронные изделия с высокой производительностью, небольшими размерами и множеством функций, что способствует развитию производства печатных плат, которые должны быть легче, тоньше, короче и меньше. На двухсторонней печатной плате электронные компоненты расположены с обеих сторон, она компактнее и легче односторонней, и ее легко переносить. Итак, каков метод ручной пайки двусторонних печатных плат? Каковы меры предосторожности при сварке двусторонних печатных плат?
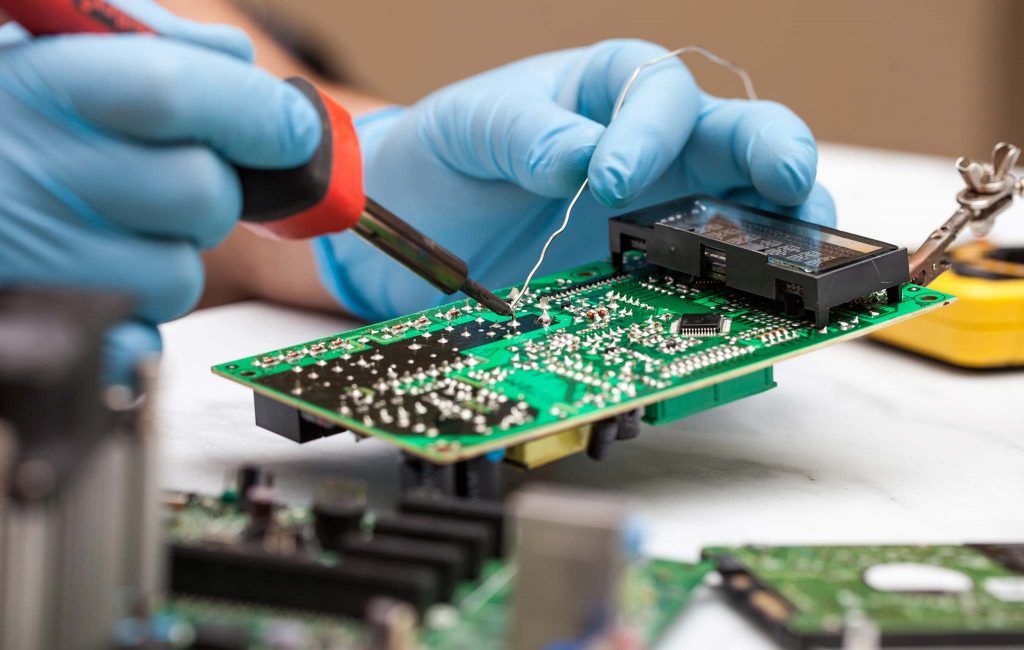
При пайке электронных компонентов в основном используется технология пайки оловом. В качестве припоя используются сплавы на основе олова. Припой плавится при определенной температуре, атомы металла припоя и олова притягиваются, диффундируют и соединяются, образуя мокрый связующий слой. Внешний вид медной платины печатной платы и выводов компонентов очень гладкий. На самом деле их поверхности имеют множество мелких неровностей и зазоров. Расплавленный оловянный припой растекается по поверхности паяемой детали за счет капиллярного всасывания, образуя инфильтрацию припоя и паяемой детали. Компоненты и печатная плата прочно соединяются друг с другом, обладая хорошей электропроводностью.
Метод ручной пайки двухсторонних печатных плат: По чертежам или прототипам устройств, требующих переделки, перед вставкой получить приблизительное представление о физической схеме и направлении устройства.
После придания формы модельная сторона диода должна быть обращена вверх, и не должно быть расхождений в длине двух выводов.
При вставке устройств с требованиями к полярности обратите внимание на то, чтобы их полярность не была изменена на противоположную. После установки сверните компоненты интегрированного блока, независимо от того, вертикальное это устройство или горизонтальное, не должно быть явного перекоса.
Очистите абсолютным спиртом канифоль и паяльное масло на поверхности печатной платы. При очистке, если использовать паяльник с подогревом, скорость будет выше, а эффект — лучше.
Мощность электрического паяльника, используемого для двусторонней сварки печатных плат, составляет от 25 до 40 Вт. Температура наконечника электропаяльника должна контролироваться на уровне около 242°C. При слишком высокой температуре наконечник легко «умирает», а при слишком низкой температуре припой не может быть расплавлен.
5. Formal welding should be performed according to the welding sequence of the device from short to high and from inside to outside. The welding time must be mastered. If the time is too long, the device will be burnt, and the copper line on the copper clad board will also be burnt.
Поскольку речь идет о двусторонней пайке, то для того, чтобы не скосить расположенные под ней компоненты, необходимо изготовить технологическую рамку для размещения печатной платы.
После сварки печатной платы необходимо провести комплексную проверку на предмет отсутствия пропущенных вставок и пайки, проверить правильность и надежность сварки, соответствие процесса требованиям, после подтверждения обрезать лишние выводы устройств на печатной плате. И затем переходить к следующему процессу.
При выполнении конкретной операции следует также строго соблюдать соответствующие технологические нормы, чтобы обеспечить качество сварки изделия.
Меры предосторожности при ручной пайке двухсторонних печатных плат: При пайке печатных плат необходимо обращать особое внимание на:
Как правило, следует выбирать тип внутреннего нагрева 20~35 Вт или тип регулировки температуры, а температура паяльника не должна превышать 30O℃.
Выбор формы наконечника паяльника также очень важен. В соответствии с размером площадки печатной платы следует использовать долотообразный или конусообразный наконечник паяльника.
При нагреве выводов компонентов старайтесь, чтобы головка паяльника одновременно касалась медной фольги на печатной плате. При пайке больших паяльных площадок головку паяльника можно перемещать вокруг паяльной площадки, чтобы избежать длительного нагрева паяльной площадки в определенной точке. Локальный перегрев.
При пайке металлизированных отверстий на двухслойной печатной плате необходимо не только смачивать припоем площадки, но и смачивать и заполнять отверстия.